随着工业4.0时代的深入发展,制造业正经历着由自动化向智能化转型的关键时期。生产流水线作为制造业的核心环节,其管理效率与监测水平直接决定了企业的生产能力、产品质量与市场竞争力。因此,构建一套科学、高效、智能的生产流水线管理与监测系统,已成为现代企业管理升级的必然选择。
一、科学管理:系统化与精益化的融合
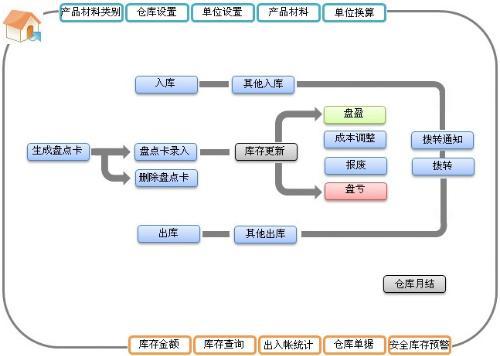
科学管理的核心在于将系统化思维与精益生产理念深度融合。标准化作业流程(SOP) 是基石。通过对每个工位、每道工序进行精准的流程设计与时间测定,形成标准作业指导书,确保操作的一致性与可重复性,减少人为误差。推行全员生产维护(TPM),将设备维护的责任从单一的维修部门扩展到所有一线员工,通过日常点检、预防性维护,最大化设备综合效率(OEE),减少非计划停机。引入可视化看板管理,利用电子或物理看板实时展示生产计划、进度、质量状态及异常信息,使管理透明化,促进问题快速响应与跨部门协同。
二、智能监测系统:数据驱动与实时感知
现代监测系统已超越传统的人工巡查与简单数据记录,发展为集数据采集、传输、分析与预警于一体的智能网络。
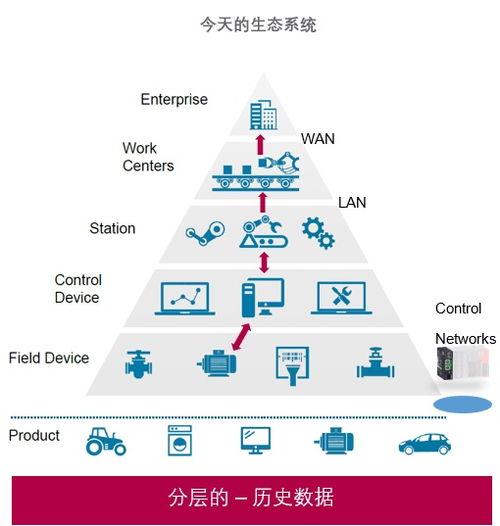
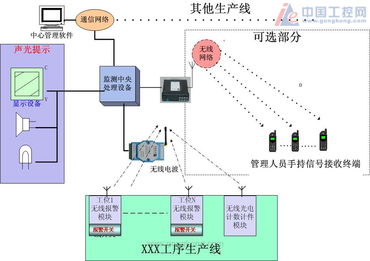
- 数据采集层: 在生产线上广泛部署物联网(IoT)传感器与智能终端,实时采集设备运行参数(如温度、振动、电流)、生产数量、工时、物料消耗以及产品质量检测数据(如视觉检测系统的结果)。
- 网络传输层: 利用工业以太网、5G、Wi-Fi 6等高速、低延迟的网络技术,确保海量监测数据能够稳定、实时地传输至数据中心。
- 平台分析层: 构建制造执行系统(MES) 与数据中台。MES负责接收指令、调度生产、跟踪在制品;数据中台则对汇聚的多源异构数据进行清洗、整合与存储。在此基础上,运用大数据分析与人工智能(AI)算法(如机器学习、深度学习)进行深度挖掘,实现:
- 预测性维护: 分析设备历史数据与实时状态,预测潜在故障,提前安排维护,变“救火”为“防火”。
- 质量预测与控制: 关联工艺参数与质量结果,建立预测模型,在生产过程中即时调整参数以预防缺陷产生。
- 生产效能分析: 实时计算OEE,精准定位效率损失环节(停机、减速、次品),为持续改进提供数据支撑。
- 应用展示层: 通过PC端驾驶舱、移动APP或现场大屏,向管理者、工程师、操作员等不同角色提供定制化的可视化报表、实时报警推送、远程诊断与控制界面,实现“一屏观全局,一键知异常”。
三、系统整合:赋能企业管理升级
流水线管理与监测系统并非孤立存在,其价值在于与企业资源计划(ERP)、供应链管理(SCM)、产品生命周期管理(PLM)等上层管理系统无缝集成。这种集成实现了:
- 计划与执行联动: ERP下达的订单计划自动转化为MES中的详细排程与工单,生产实绩实时反馈回ERP,形成“计划-执行-反馈”的闭环。
- 质量追溯一体化: 从原材料批次、生产工序、操作人员到成品序列号,全过程数据关联,一旦发生质量问题,可迅速实现正向追踪与逆向溯源,明确责任,改进工艺。
- 决策支持科学化: 基于系统产生的真实、全面、及时的数据,企业管理层能够进行更精准的需求预测、产能规划、成本分析与战略决策,推动企业向数据驱动型组织转变。
四、实施路径与挑战
成功实施该系统方案需分步推进:首先进行现状诊断与需求分析,明确目标;随后进行架构设计与软硬件选型;接着分阶段部署与集成,并同步开展人员培训;最后持续优化与迭代。过程中需注意应对数据安全、新旧系统融合、文化变革与技能升级等挑战。
结论
面向工厂及生产企业的生产流水线科学管理与智能监测系统,是融合了精益管理思想与前沿信息技术的综合性解决方案。它通过构建一个感知实时化、管理精细化、决策智能化的数字孪生环境,不仅极大提升了流水线自身的效率、质量与柔性,更作为企业数字化转型的神经中枢,驱动着整体运营模式与管理体系的深刻变革,为企业在激烈的市场竞争中构筑起坚实的核心竞争力。